 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備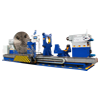 重型臥式車牀系列
重型臥式車牀系列 軋輥車牀系列
軋輥車牀系列 大型臥式車牀系列
大型臥式車牀系列 數控端面車牀系列
數控端面車牀系列 大型落地車牀系列
大型落地車牀系列 車銑磨組合機牀系列
車銑磨組合機牀系列 立式車牀系列
立式車牀系列 龍門銑牀系列
龍門銑牀系列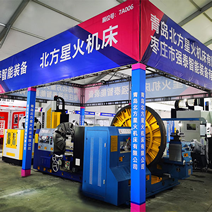 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題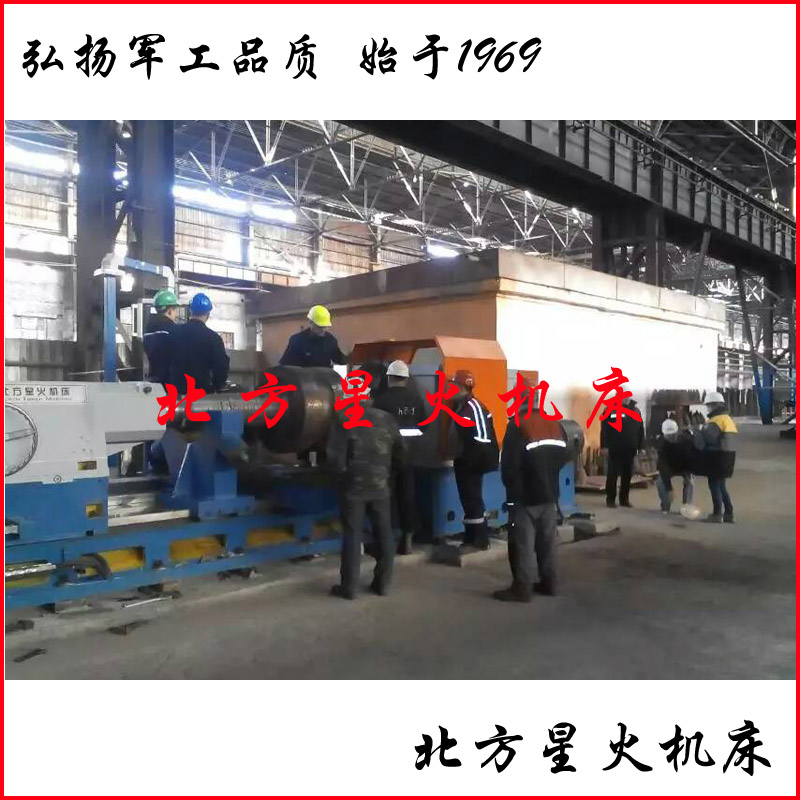

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞(1)循環啓動時,當刀具移動至工件20mm左右時,按下“中斷”按鍵,觀察座標值和程序是否相符;
(2)之後繼續執行單段程序切削,防護門開啓適當距離,同時左手拉住防護門把手,右手放在“中斷”或“復位”按鍵上,發覺狀況異常是立即按下上述按鍵,中斷操作,並檢查狀況;
(3)“看”。首件時必須將油管光規尺寸調整至合適尺寸,避免梳刀餘量過大;加工中要隨時檢查鐵屑厚薄情況,及時調整刀補或更換刀片;注意冷卻液和潤滑油是否充足;避免鐵屑纏繞在刀具或卡盤上,要及時清理。
(4)“聽”。在工件加工過程隨時注意因打刀、工件鬆動、機牀異常等造成的異響,及時按下“復位”鍵或“急停”鍵。

 客服1
客服1  客服2
客服2